




CK8450
● CNC Roll dreiebenbed vedtar den totale 4 1 -guide -jernbanestrukturen, det vil si at sengens horisontale arrangement av fire rektangulære skinner for å gi bevegelse og plassering av salen og halestock, og sette opp en hjelpeskinne, og kan være en god overflate på sadlen for sadelen til sadelen for sadelen for sadelen for sadelen. dreiemoment.
● Referansehåndboken til sengen vedtar den generelle Super-Audio-slukking, og den matchende overflaten er festet med en importert guideway mykt belte for å sikre mikroklærbevegelsen til hver fôrkomponent og opprettholde høy presisjon og høy stabilitet i lang tid. En viss høydeforskjell er designet mellom sadelskinnen og Tailstock Rail for å sikre at chips og kjølevæske ikke invaderer salskinnen. Skateboardet vedtar en rektangulær guide -skinne, som effektivt sikrer den skjære stivheten og levetiden.
● Tailstock vedtar en uavhengig roterende spindel og aksial teleskopisk justeringsstruktur på bakhjelpen. Tailstock -spindel -avsmalningshullet er MT6#. Tailstock-kroppen vedtar en integrert struktur, som eliminerer ulempene med ustabil nøyaktighet, dårlig bærende kapasitet og dårlig pålitelighet forårsaket av de tradisjonelle øvre og nedre delte strukturer.
En sommerfuglfjær er installert i halestock -spindelen for å oppveie påvirkningen av termisk deformasjon og sikre stabilitet under skjæring.
CK8465
● Maskinverktøyet vedtar den samlede 4 1 -guideskinnstrukturen, det vil si at den horisontale sengen av fire rektangulære skinner for å gi bevegelse og plassering av salen og halestokken, og setter opp en hjelpeskinne på den vertikale overflaten på forsiden av sengen for sadelen Auxiliary Support, slik at du sørger for at sadelen.
● Drevers spindel vedtar formen for to-punkts støtte, og den rimelige lagerkonfigurasjonen og spenndesign gjør at spindelen har høyere stivhet og lagerkapasitet. Det optimaliserte overføringssystemet er alt drevet av 6-nivå presisjonsutstyr etter høyfrekvent slukking og sliping slik at headstocken har egenskapene til lav støy, høy overføringsnøyaktighet og stort utgangsmoment.
Hovedakseltoverføringen vedtar den trinnløse hastighetsreguleringsskjemaet drevet av et 3-gear skift og variabel frekvenshastighetsreguleringsmotor slik at maskinspindelen har et bredt hastighetsreguleringsområde på 3-240 rpm og høye dynamiske egenskaper.
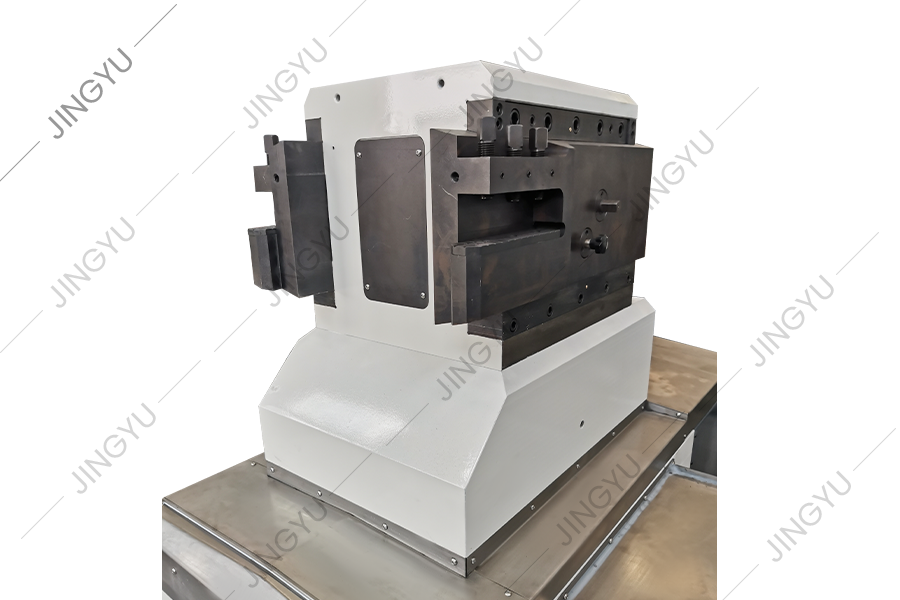
● Saddleverktøyholderen vedtar et integrert verktøyholderskjema av AO-typen. Verktøyholderen kan forbedre stivheten til verktøyholderen og redusere vibrasjonen under maskinverktøyet. Og ved å justere posisjonen til verktøyholderen til å tilpasse seg den dype spor -passeringsrullen. Denne verktøyet REST -løsningen er veldig effektiv på rulleknapper fra Herkules i Tyskland. Når høyhardhetsrullen er snudd, kan engangens skjæringsdybde på den ene siden nå 10 mm.
Vårt selskap kan også velge å konfigurere en CNC -verktøyholder i henhold til kundens krav.
● Den vertikale og horisontale fôret til maskinverktøyet vedtar et overføringsskjema for servomotor, Servo Motor Special Reducer og høypresisjonskuleskrue for å sikre høy momentoverføring av overføringssystemet uten fremover og bakre tilbakeslag, høy overføringsnøyaktighet og ingen hysterese.
CK8480
● Drevers spindel vedtar formen for to-punkts støtte, og den rimelige lagerkonfigurasjonen og spenndesign gjør at spindelen har høyere stivhet og lagerkapasitet. Det optimaliserte overføringssystemet er alt drevet av 6-nivå presisjonsutstyr etter høyfrekvent slukking og sliping slik at headstocken har egenskapene til lav støy, høy overføringsnøyaktighet og stort utgangsmoment.
Hovedakseltoverføringen vedtar den trinnløse hastighetsreguleringsskjemaet drevet av et 3-gear skift og variabel frekvenshastighetsreguleringsmotor slik at maskinspindelen har et bredt hastighetsreguleringsområde på 3-240 rpm og høye dynamiske egenskaper.
Spindelen Chuck vedtar en kraftig chuck og lang konisk kontakt, som kan overføre større dreiemoment.
● Tailstock vedtar en uavhengig roterende spindel og aksial teleskopisk justeringsstruktur på bakhjelpen. Tailstock -spindel -avsmalningshullet er MT6#. Tailstock-kroppen vedtar en integrert struktur, som eliminerer ulempene med ustabil nøyaktighet, dårlig bærende kapasitet og dårlig pålitelighet forårsaket av de tradisjonelle øvre og nedre delte strukturer.
Tailstock er utstyrt med digital deteksjon og alarmvisningsfunksjoner for den øverste skyvekraften for å unngå skader og overdreven slitasje av maskinverktøylagre og deler forårsaket av ubegrenset skyvekraft.
● Den vertikale og horisontale fôret til maskinverktøyet vedtar et overføringsskjema for servomotor, Servo Motor Special Reducer og høypresisjonskuleskrue for å sikre høy momentoverføring av overføringssystemet uten fremover og bakre tilbakeslag, høy overføringsnøyaktighet og ingen hysterese.
Veiledningsskinnen skrå jern vedtar en ratchet justeringsmekanisme for å lette senere vedlikehold.
CK8485
● Drevers spindel vedtar formen for to-punkts støtte, og den rimelige lagerkonfigurasjonen og spenndesign gjør at spindelen har høyere stivhet og lagerkapasitet. Det optimaliserte overføringssystemet er alt drevet av 6-nivå presisjonsutstyr etter høyfrekvent slukking og sliping slik at headstocken har egenskapene til lav støy, høy overføringsnøyaktighet og stort utgangsmoment.
Den viktigste spindelstasjonen vedtar STEPLESS SPEED CONTROL-programmet for Gear Shift & DC Speed Control Motor Drive, noe som gjør at maskinspindelen har et bredt spekter av hastighetskontroll fra 3-240 rpm med høye dynamiske egenskaper. For kuttekravene til det store skjærevolumet av fjerning av ribbeina og reparasjons- og billettruller, kan et lite gir brukes for å sikre det konstante dreiemomentet til hovedmotoren så vel som skjæreeffektiviteten. For de ferdige rullene trenger høyhastighets skjæreegenskaper. Høyt gir kan brukes, og kan også opprettholde det konstante dreiemomentet til hovedmotoren, for å sikre skjæreeffektiviteten.
● Saddleverktøyholderen vedtar et integrert verktøyholderskjema av AO-typen. Verktøyholderen kan forbedre stivheten til verktøyholderen og redusere vibrasjonen under maskinverktøyet. Og ved å justere plasseringen av verktøyets hvileplatesplate for å tilpasse seg den dype rullepasningsrullebehandlingen. Reduser mangelen på stivhet forårsaket av utvidelsen av verktøyhåndtaket, slik at verktøyhåndtaket resonans, som påvirker skjæreytelsen. Denne verktøyet REST -løsningen er veldig effektiv på rulleknapper fra Herkules i Tyskland.
Vårt firma kan også velge å konfigurere CNC -verktøyholderen i henhold til kundens krav (det anbefales at brukere av vinkelstål velger).