

● Maskinverktøybedet vedtar en stålplate sveiset struktur, og arbeidsoljetanken og oljepumpesystemet er eksternt plassert for enkelt vedlikehold og rengjøring.
● Maskinverktøyet er helt lukket for å forhindre lekkasje av arbeidsvæske. Venstre side er en byttbar dør for enkel utskifting av grafitthjulelektroder, ryggen er en dobbeltåpningsdør for enkel sving og forming av grafitthjulelektroder, og fronten er en dobbel skyvedør for prosessering av prosessering og utskifting av diamantslipehjul.
● Maskinverktøyet stopper automatisk når behandlingen er fullført.
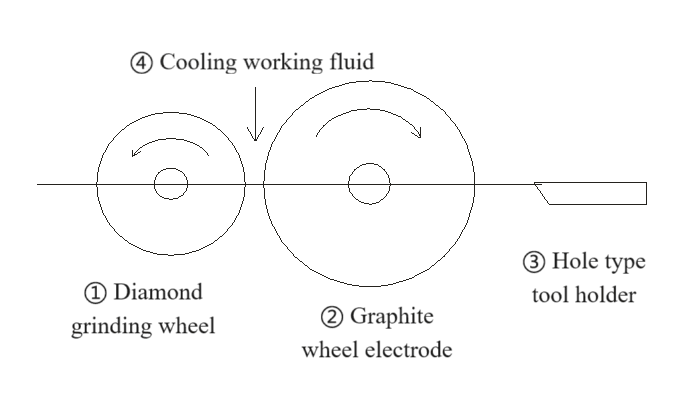
① Diamantslipende hjul: Begrenset til metallbindingsdiamantslipingshjul, ved bruk av dormen Fast dobbeltsenterklemme, Stepper Motor Servo Drive, Manual/Automatic Rotary Servo Feed Processing.
② Grafitthjulelektrode: Bruk et grafitthjul som er enkelt å behandle som en elektrode, bruk prinsippet om utladningsbearbeiding og bruk en elektrisk gnist for å fjerne den delen av diamantslipehjulet som skal behandles. Det ytre hullet på grafitthjulet er dreid og dannes av en hullskjærer som er klemt på verktøyholderen.
③ Hullsverktøyholder: Hullkutteren kan behandles av en trådskjæremaskin, og må kutte 6 ° ryggvinkelen, klemmes på den bevegelige verktøyholderen, og den ytre sirkelen til grafitthjulelektroden er kuttet og dannet.
④ Kjølearbeidsvæske: For å sikre den glatte fremdriften for maskinering av utslipp, er det nødvendig å spyle kjølearbeidsvæsken (arbeidsvæsken er 7# hvit olje eller 5# motorolje) inn i prosesseringsområdet. Arbeidsvæsken skylles fra den øvre delen av prosesseringsområdet, og plasseringen av spylende oljerør blir gjentatte ganger justert for å sikre at det ikke er åpen flamme i prosesseringsområdet.


EDM Diamond Wheel Dressing Machine
-
-
Indeks Enhet MX250 Arbeidsstykke materiale Diamant- og metallbaserte CBN slipehjul
Maks. Arbeidsstykke diameter MM Φ280 Maks. Arbeidsstykke bredde mm 50 Hodestokk spindelhastighet Rpm 30 ~ 50 Dra plate størrelse mm 140 × 940 Drag Plate Travel mm 120 Senterhøyde mm 140 Maks. diameter på grafitthjulet mm 320 -
Relaterte produkter
-

CNC rullemaskin
Cat:CNC rullemaskin
Denne serien med maskinverktøy kan automatisk kutte halvmåne spor med forskjellige rotasjonsretninger og enhver helixvinkel. Det kan dele seg i lik...
Se detaljer -

Kraftig CNC -rulle dreining dreiebenk
Cat:CNC Roll Turning dreiebenk
Denne serien med maskinverktøy brukes hovedsakelig til å passere og behandle ruller. Den kan også vri den ytre sirkelen og rullen på ruller, og kan...
Se detaljer -

CNC Roll Ring dreiebenk
Cat:CNC Roll Turning dreiebenk
CK450 skråbed CNC dreiebenker vedtar det tyske Siemens kontrollsystem. Utseende, operativsystem og sikkerhetsbeskyttelsessystem for maskinverktøyet...
Se detaljer -

CNC Vertical Machining Center
Cat:Forsterket presisjon CNC fresemaskin
Alle tre aksene på maskinen er P3-nivå 50 × P10 kuleskruer, og monteringsprosessen med 2-ende fast pretensjon brukes til å styrke den aksiale stivh...
Se detaljer -

CNC Roll Cutting Machine
Cat:Andre spesialiserte CNC -maskiner
Dette maskinverktøyet er en ny type CNC Roll Grooving Machine Tool utviklet basert på selskapets CNC Roll Maching Machine -serie og etter full fors...
Se detaljer -

CNC Roll Graveringsmaskin
Cat:Andre spesialiserte CNC -maskiner
CNC -rullegraveringsmaskin er egnet for å behandle forskjellige rullende ansiktsmarkeringer. Gjennom den automatiske redigeringsprogramvaren kan de...
Se detaljer -

CNC Milling Cutter Sharwening Machine
Cat:Andre spesialiserte CNC -maskiner
Denne maskinen brukes hovedsakelig til å slipe og reparere fresekutteren av rullet gjengte ribbeina, som enkelt kan reparere og slipe kanten av arm...
Se detaljer -

Laserbearbeidingssenter
Cat:Andre spesialiserte CNC -maskiner
Dette maskinverktøyet er en ny type CNC Roll Grooving Machine Tool utviklet basert på selskapets CNC Roll Maching Machine -serie og etter full fors...
Se detaljer -

Fresemaskiner for reservedeler
Cat:Reservedeler og tilbehør
Denne serien er hovedsakelig for CNC Crescent Groove-fresemaskiner for å gi vanlige deler, for eksempel freseverktøyholdere, fresing av kuttere, st...
Se detaljer -

Dreiebenk reservedeler
Cat:Reservedeler og tilbehør
Denne serien gir hovedsakelig vanlige deler for CNC-rulle dreiebenker, for eksempel CBN-kniver, PCD-kniver, chucks, skruer osv.
Se detaljer




-
Moderne presisjonsteknikk er avhengig av CNC vertikal fresemaskin å utføre k...
Les mer -
CNC rullefresemaskiner leverer uovertruffen presisjon for sylindriske og komplekse ar...
Les mer -
Dommen: CNC rulleringdreiebenker oppnår sub-mikrontoleranser på lagerringer For lagerrin...
Les mer -
Industrielt mandat og presisjonsterskler for kraftig rullebearbeiding En CNC rullesk...
Les mer -
Produksjonen av kraftige seksjonsvalser, profileringsvalser for armeringsjern og korrugerte kn...
Les mer
-
ADRESSE
No.3, Xinghe Road, Zhaxi Industrial Park, Chongchuan District, Nantong, Jiangsu -provinsen, 226003, P.R.China
-
E -post
info@rolllathe.com
-
Telefon
+86-513-85636116
Copyright © Nantong Jingyu Machinery Co., Ltd. Alle rettigheter forbeholdt

